Skip to content
Skip to content 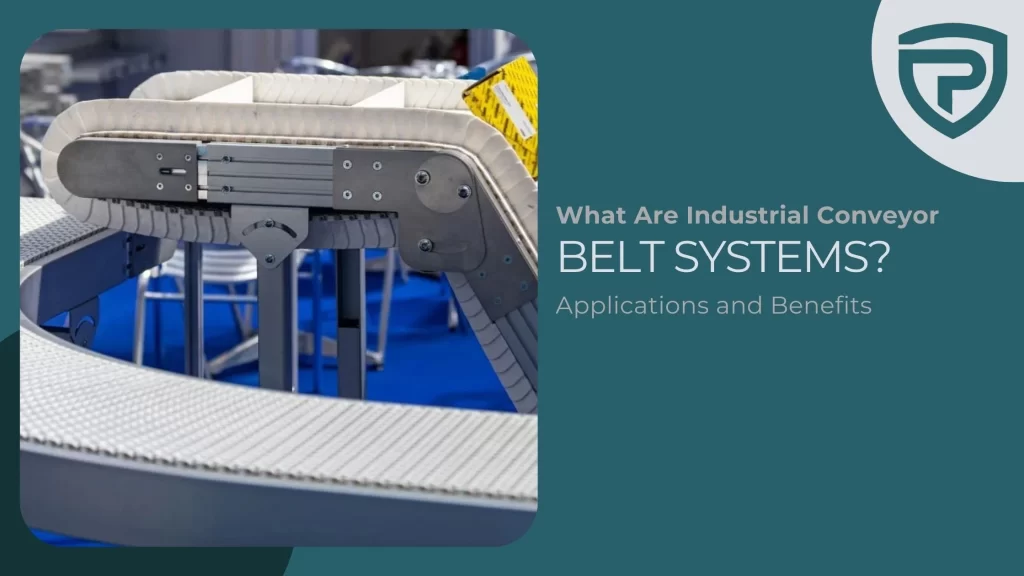
In today’s fast-paced manufacturing and distribution environments, efficiency is key. Whether you’re working in mining, manufacturing, logistics, or any other industry that requires the transportation of goods, an industrial conveyor belt system is often an essential part of your operations. These systems, consisting of continuous loops of industrial conveyor belts, are powered by motors and allow for the seamless movement of materials, goods, and products from one point to another within the manufacturing process or across distribution channels.
A conveyor belt system can be simple or highly complex, depending on the application. But one thing remains clear: these systems have revolutionized how industries operate, improving productivity, reducing manual labor, and enhancing safety standards.
What Are Industrial Conveyor Belt Systems?
An industrial conveyor belt system is a mechanical system designed to transport materials or products from one point to another in a variety of industries. It typically consists of belts, pulleys, rollers, and motors, all working in unison to move materials along a predetermined path. Conveyor belts are typically made from durable materials like rubber, fabric, or metal, depending on the materials being moved.
The core components of an industrial conveyor belt system include:
Conveyor Belts – The continuous loop of material that transports goods. These can be flat or have raised edges, depending on the material being moved.
Motors and Drive Systems – These power the conveyor belts and ensure continuous movement.
Rollers – Used to support the conveyor belt and help it move smoothly.
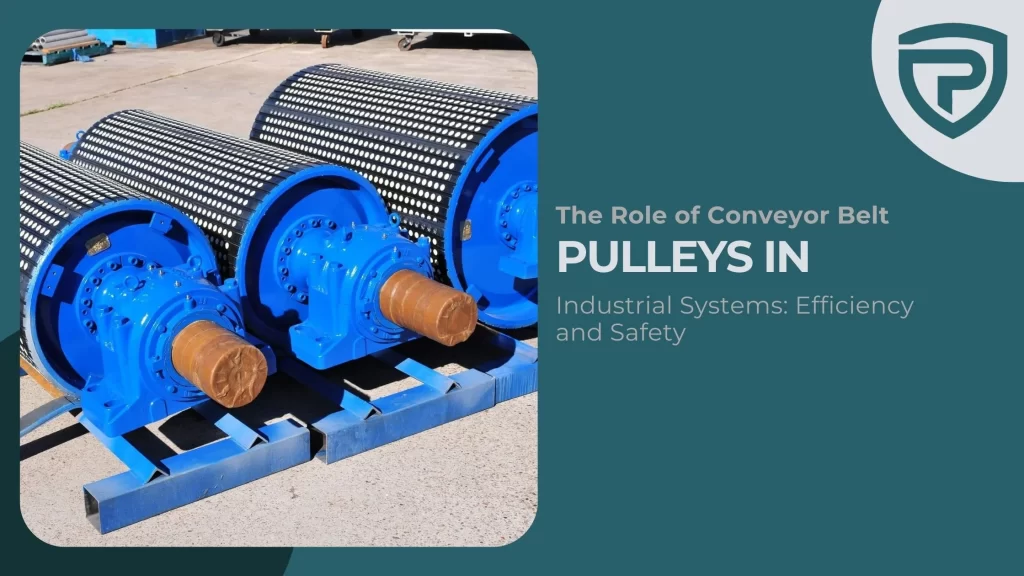
Pulleys – Redirect and tension the belt, allowing it to loop continuously.
Belt Loaders and Sensors – For loading materials onto the belt and detecting problems or malfunctions.
Depending on the application, additional components, such as chutes, hoppers, or automated sorting systems, may also be integrated into the conveyor system.
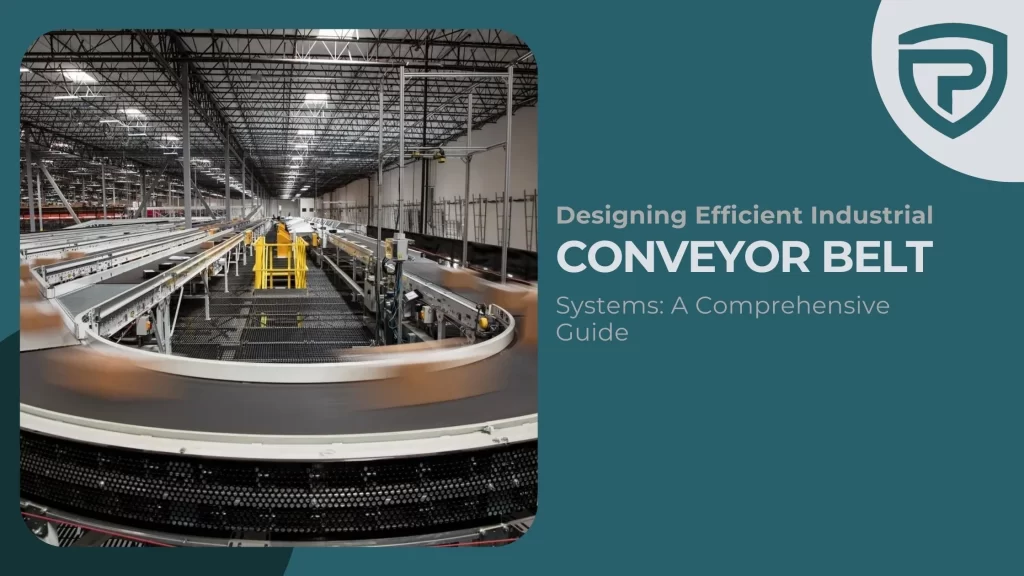
To understand how to design and optimize these core components for maximum efficiency, check out our guide on Designing Efficient Industrial Conveyor Belt Systems.
Applications of Industrial Conveyor Belt Systems
Industrial conveyor belt systems are used in a wide variety of industries for different applications. Below are some key industries where these systems play a vital role:
Mining Industry
The mining industry relies heavily on industrial conveyor belts to transport ores, minerals, and other raw materials from excavation sites to processing plants. Conveyor belts in mining systems can handle large volumes of heavy materials over long distances, making them essential for the efficiency of mining operations.
Manufacturing
In manufacturing, industrial conveyor belts are used to move products through different stages of production. For example, in the automotive industry, conveyor belts are employed to move car parts along assembly lines, facilitating fast and consistent assembly. These systems help manufacturers meet deadlines, ensure quality, and reduce the need for human labor.
Logistics and Distribution
Conveyor belt systems are also widely used in warehouses, distribution centers, and logistics operations. They enable efficient sorting, packaging, and shipping of products. Conveyor belts can be used to move packages, goods, and parcels to various areas for further processing or to load them onto trucks for transportation. With the rise of e-commerce, efficient conveyor systems are more crucial than ever to meet the growing demand for faster deliveries.
Food Processing
In the food processing industry, industrial conveyor belts are used for the transport of raw materials and finished products. These belts are designed to meet food safety standards and are often made from stainless steel or food-grade plastic. They are commonly used in the sorting, packaging, and quality control processes.
Recycling
The recycling industry uses conveyor belt systems to move recyclable materials through various sorting and processing stages. From plastics to metals, conveyor belts help to separate materials and transport them to different recycling stations efficiently.
Packaging
Packaging lines rely on industrial conveyor belt systems to transport items between different packaging stations. For example, products might be loaded onto a conveyor, then moved to packaging machines, and subsequently delivered to storage areas or shipping departments.
Benefits of Industrial Conveyor Belt Systems
The advantages of industrial conveyor belts are numerous, making them indispensable in many industries. Here are the top benefits of using these systems:
Increased Efficiency
Perhaps the most significant benefit of industrial conveyor belts is their ability to improve efficiency. With automated conveyor systems, products can be moved seamlessly across production lines, reducing the need for manual labor and speeding up processes. This allows workers to focus on more complex tasks while the conveyor system handles the repetitive movement of materials.
Cost Savings
While the initial cost of installing industrial conveyor belts may be high, these systems can save businesses a significant amount of money over time. By reducing the reliance on manual labor, conveyor belts lower labor costs. Additionally, they can reduce downtime by ensuring continuous material flow, improving overall productivity.
Improved Safety
In many industries, moving materials manually can pose significant risks to workers. Industrial conveyor belt systems reduce these risks by automating the transport of heavy and dangerous materials. This helps prevent workplace accidents and injuries, improving the overall safety of the work environment.
Versatility
Whether you’re moving heavy items or small products, industrial conveyor belts can be customized to meet your specific needs. These systems come in a wide range of configurations, including inclined belts, modular belts, and flexible conveyor belts, making them suitable for virtually any application.
Reduced Material Handling Costs
By automating the movement of materials, businesses can reduce the cost of material handling. Conveyor belts help eliminate the need for cranes, forklifts, and other equipment used in traditional material handling systems. This leads to lower operating costs and better resource allocation.
Increased Throughput
By increasing the speed and efficiency of material transport, industrial conveyor belts can help improve throughput in production facilities. This means businesses can process more goods in less time, ultimately leading to higher profitability.
Optimizing Industrial Conveyor Belt Systems for Cost Savings
For companies looking to maximize the benefits of their industrial conveyor belt systems, optimization is key. Several factors can influence the efficiency and cost-effectiveness of conveyor systems:
Proper Maintenance: Regular maintenance can prevent costly breakdowns and ensure the system operates at its full potential. This includes checking belts for wear, lubricating rollers, and inspecting motors for signs of malfunction.
Choosing the Right Conveyor Belt: Not all industrial conveyor belts are created equal. It’s important to choose the right material and design for the specific application. For example, if you’re moving abrasive materials, a belt made from a durable material like steel or a coated fabric may be necessary.
Energy Efficiency: The motors driving the conveyor belts can consume a significant amount of energy. Opting for energy-efficient motors and utilizing variable speed drives can help businesses reduce energy consumption and operating costs.
Load Optimization: Ensuring that the conveyor belt is not overloaded will prevent unnecessary strain on the system and extend its lifespan. Businesses should also avoid excessive belt tension, which can cause damage and reduce efficiency.
For more insights into optimizing industrial conveyor belt systems, check out our guide on Optimizing Industrial Conveyor Belt Systems.
Common Issues in Industrial Conveyor Belt Systems
While industrial conveyor belts are incredibly efficient, they are not without their challenges. Common issues with conveyor belt systems include:
Belt Slippage: This can occur if the tension is too low or if the motor is not powerful enough.
Wear and Tear: Conveyor belts are subject to constant friction, which can lead to wear and tear over time. Regular maintenance is essential to prevent this.
Conveyor Belt Misalignment: If the belt is not properly aligned, it can cause damage to the system and reduce efficiency.
Overloading: Overloading the system can cause the motor to overwork and can lead to breakdowns.
For more information on troubleshooting common issues, check out our guide on Common Issues in Industrial Conveyor Belt Systems.
Why Choose a Reliable Industrial Supply Company for Conveyor Belt Systems?
When purchasing industrial conveyor belts for your business, it’s important to work with trusted conveyor belt suppliers and an experienced industrial supply company. These companies not only provide high-quality products but also offer expert advice on system design, installation, and maintenance. By choosing a reliable partner, you can ensure your conveyor system meets industry standards, operates efficiently, and lasts for years.
At Permik Industrial, we offer high-quality industrial conveyor belts at competitive prices. We understand the unique needs of different industries, and we work closely with our clients to design and deliver customized conveyor systems that boost efficiency and reduce costs. Your order is our priority, and we’re committed to providing exceptional service.
Are you ready to optimize your operations with a new industrial conveyor belt system? Contact Permik Industrial today to learn more about our range of products and services. We provide affordable, high-quality industrial conveyor belts and expert consultation to help you design the perfect system for your needs. Get in touch with us now, and let us help streamline your business!